
比較的に綺麗な機体でしたが、最後の2台になるかもしれないので、アマダ社正規赤黒塗装を実施。
コンソールの順次部品交換し、不具合のある配管・センサーなども順番に交換していきます。
テーブルが研磨から戻るまでに出来る限り整備を進めます。

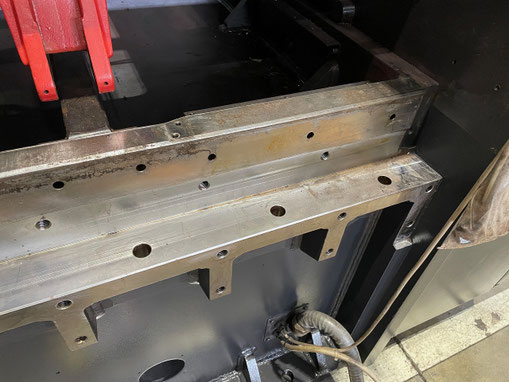
テーブル配置加工面の整地も完了。
固定テーブルには若干の錆浸食が見られます。
固定テーブルもバフ等で傷などを出来る限り除去。
ボルト穴をタップをさらえてクリーニングし組付けに備えます。
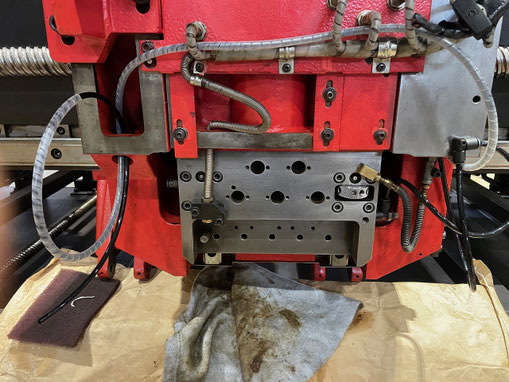
ヘッドも復旧も開始。
この部位は切削液が通り錆浸食が酷い機体もあります。
過去にはヘッド作成の実績もありますが、近年は鋳物会社様が減り、さらにワンオフ作成になるため価格も高騰しています。
この機体はバイトホルダーの固定ボルトがM8→M10に改造されていますが、状態は良好なため交換せずに復旧させます。
切削液経路を1カ所ずつ丁寧に清掃していきます。

滴下量調整ノブも解体し、1点ずつ手作業で錆や汚れ落としを実施。
Oリングなど消耗品を交換し、組付け準備します。
調整ノブASSYは1個10万円程度するので、丁寧に再生。
復旧を目指してそれでも錆浸食が酷く、油が滲む場合は交換となる箇所です。
Y軸クランプも1個ずつ解体し洗浄清掃。
内部消耗品を交換しグリス塗布の上、適正に組み直します。
この機体ではピストンロッドやシリンダーケースに錆浸食は見られず良好な状態です。
クランプ全点の組み換えが完了したら塗装し組付け準備。


テーブルが研磨から戻ったので、取り付け準備です。
大量にあるボルトホールをタップなどで雌ネジ復旧し、クリーニング
数が多すぎるのでみんなで手分けして実施。
整地した箇所にスライドブロック、テンションボルトを配置。
フロントフィクサーの配置も終えて、研磨したテーブルを取り付け。

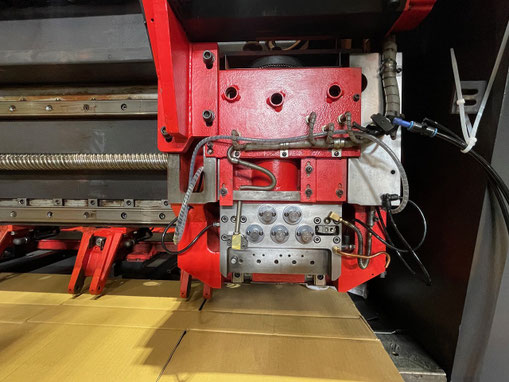
ヘッド部のクリーニング、再生作業が完了。
近接LSなどは稼働が開始してから調整します。
研磨したテーブルが仮置きできました。
組付け準備したクランプなどを取り付けていき、テーブルパスライン調整が出来る状態を目指します。

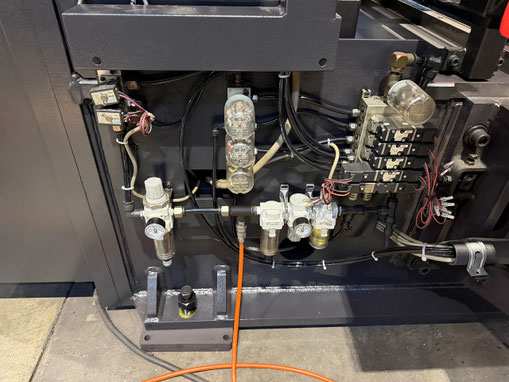
エアー関係も不具合部品を交換し稼働準備。
切削液のリッターポンプも届きました。
配管類含めて、切削席が出るように復旧させます。


稼働準備が整ったら、テーブルへの傷防止のため固定クランプ先端に保護を付けてクランプさせ、テーブルパスライン調整を実施。
全幅で0.02(弊社目標0.01未満)を目指して調整していきます。
おかしいなと感じたら早めの修理を。
最近では様々な部品の入手に時間が掛かり、機械が停止して修理まで半年~1年以上かかるケースも増加中です。
年々部品価格も上昇傾向にあり早めの修理をお勧めします。
弊社ではこのように生産終了機や整備終了機も含めて、出来る限り修理対応に努めています。
アマダ社既納入機に関しては、直接対応はできませんが、弊社が平素お世話になる修理部門へのナビゲートは可能ですので、ご相談ください。
㈱大阪プレスサービスでは、アマダ製板金機械の整備機販売、修理、オーバーホール、機械買取などを行っています。
まずはご相談ください。