
タレットの調整が完了し、稼働準備が出来たら、各軸原点取り。
XYTCZABの各軸が原点取り出来ることを確認したら2AIの再組付け調整に移ります。
まずは2AIステーションを砥石掛け、清掃。

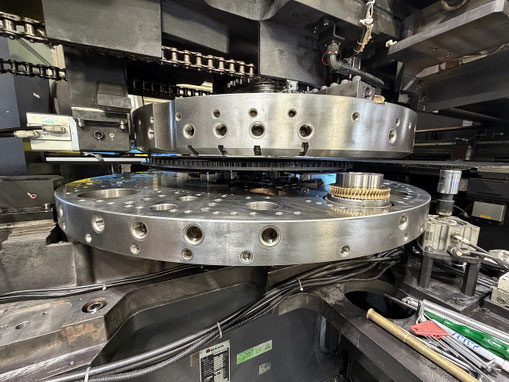
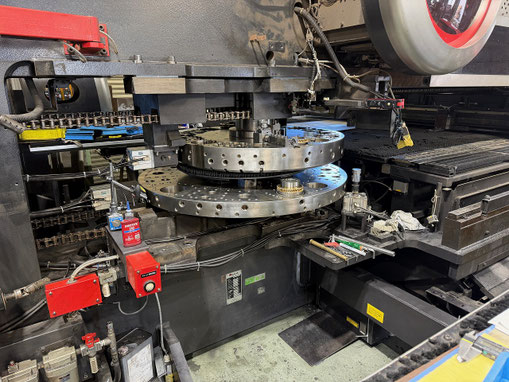
2AIのアッパーASSYとロアASSYをT220、T256ともに配置。
芯出し調整を実施。
Z(異形)タレットでは、上下間で干渉させると大事故に繋がるので芯出し作業は緊張の連続となります。
高精度ジグ、20角ジグで心出しが完了すると上下ウォームホイールの外周測定を実施。タレット内駆動ASSYやブレーキASSYを取り付けて、上下ハウジングを配置。
測定数値を勘案しながらバックラッシュ調整を実施。
ストレスなく回転する状態でバックラッシュは0を目指して位置調整します。
COMAやPEGAでは同型タレットでしたが、VIPROS時代に金型交換の自動化させるため、ATC(オートツールチェンジャー)、PDC(パンチダイツールチェンジャー)の機構が組み込まれ、異径タレットを採用されたVIPROS-Z以降、EMZやEMLZに受け継がれています。
考案した人は天才だなと思いますが、精度調整する側は緊張をもって集中して作業に臨む必要があります。
バックラッシュ調整後にハウジングを締め込み位置固定。
2AIの駆動側・中間駆動側を再組付けします。
中間駆動の0度キーに合わせてタレット駆動側ポイント軸の位置合わせを実施。

ブレーキの位置を調整したら、T軸調整に移ります。
T軸調整ジグを取り付けて、X/Y軸を稼働させて各軸に対するオートインデックスの向きを調整していきます。
ここをミスると追い抜き加工時に鋸刃(傾斜角が付きギザギザ)状態になってしまします。
T軸調整が完了するとキープリレーなどを戻して、CW(時計回転)、CCW(反時計回転)で90度ごとの芯を確認するプログラムで、各90度の芯出し状態を確認。
良好のため2AIカバーを取り付けて、15分以上の慣らし運転を実施し、異音や熱持ちを確認。 再度芯出し確認し2AI作業を完了。
ダイホルダー、エジェクターパイプを配置し、全ST(ステーション)の芯出しを実施。
F側移動テーブルを再組付け。
タレット周辺のテーブルを取り付け。
F/Rカバーをすべて取り付け。
XYTCの稼働確認を実施。
2AIのオフセット調整を含むテスト打ち抜きを実施。


ユーザー様にお引渡しし、製品などテスト加工を実施いただきます。
タレットベースASSY、タレットシャフト、タレット交換の場合には、部品公差内で若干(百分台~コンマ台)上下タレットの位置が変化しますので、バーリング加工などが打ち抜き工程に含まれる場合にはA軸調整をお願いしています。
ショットピン異常もなくなり、打ち抜き精度、金型のもちも良好になったとの事で今回の修理作業は完了です。
ご依頼ありがとうございました。
弊社しても初のEMLでのタレットベアリング交換工事を無事完了出来て良い経験を積ませていただきました。ありがとうございます。
COMA・PEGA・VIPROSでは、ベアリングは給油方式でしたが、給油を失念するとタレットロックしてしまう事案が過去にはありました。タレットロックした機体ではタレットが回転しなくなるためダイホルダーの取り外しが非常に困難で大変な作業を余儀なくされました。
EM以降の機体では、加工速度が飛躍的に高速化されたため無給油ベアリングが組み込まれています。弊社実績上ではタレットロックは今までに1台も発生していないものの外輪破断は数台確認されています。

タレットベアリングの摩耗劣化のサインとしては、打ち抜き精度不良や金型摩耗が早期化し、金型研磨が頻繁に必要になる、ショットピン関係のアラームが頻発しだすなどの兆候が表れるようです。
ショットピンアラームでは、COMA・PEGA・VIPROSではショットピンが抜けなくなる傾向にあります。
弊社推測ですが、タレットベアリングが摩耗しタレット位置が下がり、打ち抜き負荷でタレットが傾斜しショットピンにも負荷がかかるため、適正なタイミングで抜けず、ショットピン抜きを監視している近接がタイミング不良を関知しアラーム点灯する傾向にあります。
砲金棒などでタレットをたたいてやるとショットピンが抜けるケースもありました。
PEGA・VIPROSでは、上部タレットのみ現地工事対応してきましたが、COMAおよびPEGA・VIPROSの下部を含む修理では、2丁クレーンや専用ジグが必要となるため、弊社工場でお預かりしての修理作業が必要です。
EMのショットピンアラームは、タレット回転し指定ST位置で停止後にT軸(タレット軸)のサーボOFFされるタイミングでベアリング摩耗位置へタレットが若干動いてしまい、ショットピン入り時にタレットホールが移動してしまったためショットピンが入らず、入り異常のアラームが点灯されるケースが多く感じます。
このアラームと金型研磨の頻繁化、打ち抜き精度不良が始まったらベアリング交換目途となります。
弊社実績上の統計では概ね総パンチ数が、約3億発程度で初期発症の傾向にあるように感じます。
COMAやPEGAでは3億発に到達するにはかなり時間がかかりましたが、高速化・自動化されたEM系では夜間運転なども実施するとかなり早いタイミングで到達します。
タレットベアリング摩耗の兆候が現れたら、早めの修理をお考え下さい。
EMは非常に良い進化を遂げた機体だと思いますので、修理しながら大切にお使いいただければと思います。
おかしいなと感じたら早めの修理を。
最近では様々な部品の入手に時間が掛かり、機械が停止して修理まで半年~1年以上かかるケースも増加中です。
年々部品価格も上昇傾向にあり早めの修理をお勧めします。
弊社ではこのように生産終了機や整備終了機も含めて、出来る限り修理対応に努めています。
アマダ社既納入機に関しては、直接対応はできませんが、弊社が平素お世話になる修理部門へのナビゲートは可能ですので、ご相談ください。
㈱大阪プレスサービスでは、アマダ製板金機械の整備機販売、修理、オーバーホール、機械買取などを行っています。
まずはご相談ください。