
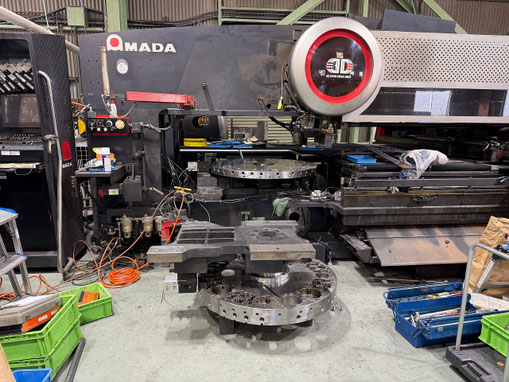
弊社工場内で単体精度調整した上下タレットベースASSYを運搬。
ユーザー様での組付け工程に移ります。
まずは本体フレームを洗浄清掃・サンダー・バフ・砥石掛けし整地。
必要に応じて配線まとめを実施し、組付け準備します。
準備が完了したら、下部タレットベースASSYにジグを取り付けて下部タレットベースASSYを本体フレーム所定の位置に配置。
ボルトを仮固定。
後ほど精度調整するため、仮固定です。

下部タレットの仮固定状態で、ショットピン高さ調整を実施。
タレットを基準傾向に合わせてスペーサを研磨等調整実施。
次にディスクサポート手間・奥の隙間をシリンダーゲージで測定。
ディスクサポート手前・奥を測定数値をもとに研磨調整実施。
ディスクサポート隙間を0+目指して研磨調整。
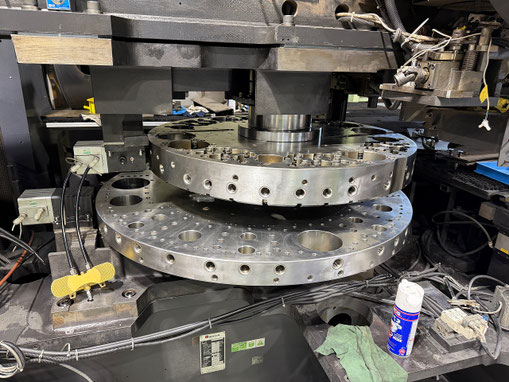
この間に上部タレットベースASSYを取り付け準備。
上部タレットベースASSYもフレームに取り付け。
もちろん各スペーサーは洗浄清掃し、砥石掛け、ホール調整し事前準備し、位置決めピンなども所定の位置に仮戻しして組付け。
のちほど正式に精度調整しますが、しっかり仮固定。
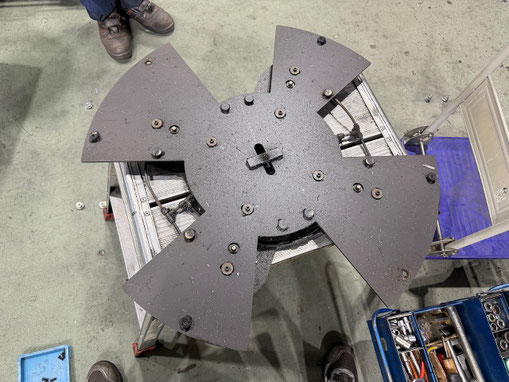
こちらも上部ショットピン高さ調整を実施します。
上部タレット傾向に合わせてショットピンのスペーサー研磨等で調整を実施します。

ショットピン高さ調整ジグを付けた状態。
上下タレットベースASSYは百分台を追い求める精度調整ですが
このショットピン高さ調整以降もずっと精度調整になっていきます。
ここからの精度調整の基準となる箇所はY軸の基準面LMガイドとなります。
弊社では、パンチングマシンの精度調整において、非常に重要な部品と考えています。
COMA・PEGAではY-LM交換はよくご依頼を頂戴しましたが、EM系のY-LMガイドは非常に耐久性があるのか、弊社工場内実績は多いですが、現地での交換実績は少ないです。
上下タレットの同芯・真直・タレット間隙間などを専用ジグを用いて順に精度調整実施。
アマダ社組付け基準調整精度内に適正に調整完了。
ショットピン高さを最終確認。
ディスクサポート隙間を最終確認。

タレット浮上ブラシもシリンダー・エアホースなどを交換し組付け準備完了。
配線・配管などを所定の位置に戻し、タレットチェーンを取り付け。
F側固定テーブルもユーザー様工場で保管エリアを必要とする大型部品なので、早急に所定位置へ戻して取り付け。
F側移動テーブルは2AI調整時に邪魔になるので取り付けません。
形的には戻ったように見えますが、ここから精度調整が続きます。
まずはタレットチェーンテンションを調整。同時にショットピン位置調整も実施。
ジャンパーやキープリレーを駆使しながら適時、作業がし易いように進めていきます。

おかしいなと感じたら早めの修理を。
最近では様々な部品の入手に時間が掛かり、機械が停止して修理まで半年~1年以上かかるケースも増加中です。
年々部品価格も上昇傾向にあり早めの修理をお勧めします。
弊社ではこのように生産終了機や整備終了機も含めて、出来る限り修理対応に努めています。
アマダ社既納入機に関しては、直接対応はできませんが、弊社が平素お世話になる修理部門へのナビゲートは可能ですので、ご相談ください。
㈱大阪プレスサービスでは、アマダ製板金機械の整備機販売、修理、オーバーホール、機械買取などを行っています。
まずはご相談ください。