
持ち帰った下部タレットベースASSYと上部タレットベースASSYを解体し修理していきます。
まずは馬を設置してそれぞれを仮置き。
2AI、ダイホルダー、エジェクターパイプなども、順に簡易洗浄・エアブロー → バフ掛け → 簡易洗浄・エアブロー → 砥石掛けなどにより加工面を整地 → 最終洗浄清掃・エアブローを実施し組付け準備します。
工場内で実施するオーバーホール作業や中古再生作業と同じく、現地工事引き上げ部品でも同等の作業を実施します。
綺麗にするためもありますが、正しく精度調整するための準備という点が本音です。


今回の修理に使用するタレットシャフト、従動スプロケット付きタレットベアリングケーシングなどを開梱し、洗浄清掃と砥石掛けなどにより加工面を整地していきます。
弊社では新品部品と言えども、仕上げ加工時のバリや運搬時の傷などがないかを確認してから組付け使用するようにしています。
整地が完了したら、タレットベアリングの焼き嵌めなどを実施し、組み換え事前準備を完了させます。
組み換え部品の準備と並行して、解体作業も進めます。
下部タレットベアリングケーシングを持ち上げると、ベアリングの外輪に赤く焼けが出来ていることが視認できます。円錐コロのベアリングの形が少々痕跡として着きだしています。
「ショットピンが入る際にタレットが動いてしまいアラームになる」とご相談を受けた原因部分です。
これまでの実績統計上では、まだましな部類の摩耗浸食程度です。
さらに進行すると外輪破断 → 外輪挿入部の母材摩耗へと不具合部が深化していきます。
摩耗がどこまで進行しているかは解体してみないと判別できないため上下タレットベースASSYでの交換が勧められます。
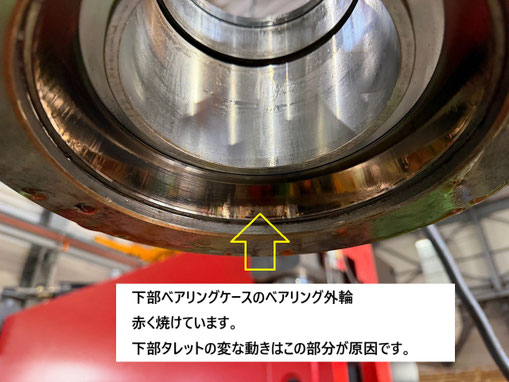

ベアリング自体は綺麗なピンクを保っており、変色具合では良好の部類です。ただし円錐コロの傾斜部での摩耗は確認できます。
タレットの解体を完了した下部ベースASSYは、天井クレーンで、洗浄ブースへ移送し洗浄清掃します。
洗浄から戻れば加工面を砥石掛け等で整地して組付け準備します。

下部タレットも洗浄ブースで洗浄清掃します。
この後、ワイヤーブラシ、バフ掛け、砥石掛けなどにより加工面を整地していきます。
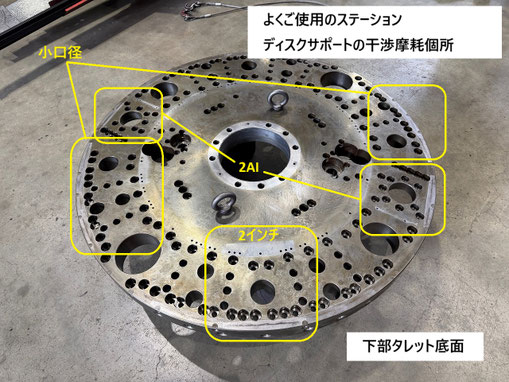
洗浄清掃すると、より多く使用されたST(ステーション)の底面に、打ち抜き負荷によるディスクサポートが受けになっていた痕跡摩耗がはっきりと浮かび上がります。
この機体では大口径より、2インチ以下の小口径や2AIなどをより多くご使用されている模様であることが推測できます。
今回は不要ですが、ご要望に応じて下面の引き直し加工も可能です。
ここまで解体する必要がありますが。。。
ここまで解体した時しか加工できないので! 要検討箇所です。
今回は、研磨修正加工は不要オーダーなので、ワイヤーブラシやバフ、砥石掛けなどによりタレットの底面を整地。
摩耗は完全にはなくならないこと。
摩耗による段差により、ディスクサポート隙間にバラツキが発生すること。をご了承いただいていますが、出来る範囲で整地。
下部タレットのホールはあまり精度には関係ない部分ですが、エジェクターパイプ摺動箇所なのでスムーズに摺動できるようバフ掛け。


今回、上部タレットも交換対象部品ではないため、再利用します。
ショルダースクリューおよびリフター関係と各ステーションのガイドキーを全点取り外して、まずは洗浄ブースで洗浄清掃。
その後、各ステーションの縦傷や底部にできる肉が巻いたような返り傷をフレックスホンで修正していきます。フレックスホンは使用方法を間違えるとボア径を拡大させてしまうため、気を付けて使用します。
外周や汚れ・さび落としにはワイヤーブラシやバフなどを用いて清掃
再度洗浄し、最終は砥石掛け等で整地し組付け準備。
上部ベースASSYも解体・洗浄清掃が完了し、上下ともにタレットシャフトとベアリングケーシングを配置。
上下タレットの組付けを待つ状態となりました。
小さい工場なので、土日を利用し、ベンダー班整備のHDSとシャー班整備のVカットとの隙間を利用させてもらい組み換え中。
週明けまでには、清掃し開放しておかないと。


タレットを仮載せして、A側面・B側面が精度調整範囲内かを確認。
精度調整範囲外の場合は、タレットを除けて再度ケーシング側から調整。
調整範囲内に入ったら、プリロード調整を実施。
プリロードが適正になったらA粗面・B側面を調整。
仮置きでのタレット精度調整が完了したら、ショットピン高さの仮調整を実施。
下部ベースはこのまま本体フレームに載せますが、所定の位置に固定すると若干精度が変化する場合もあり、現状はすべて仮精度状態。
ショットピン高さが不良の場合はスペーサーを研磨等調整実施。
ショットピン高さが出たら、ディスクサポート手前・奥の2本を隙間測定数値をもって仮研磨調整。
すべての仮精度調整が完了。
上部タレットベースASSYに関しても同様にタレット調整を実施。
タレット以外は、仮精度調整を実施。
上部タレットの単体精度調整は、ユーザー様ご使用時の底面が上にくるように、アップサイドダウンした状態で実施します。
すべての単体精度調整が完了したら、現地で組付けやすいように正規の向きにアップサイドダウン。
これで上下の単体精度調整が完了。


上部タレットには、各ステーションのガイドキー、リフタースプリング・リフターカラー関係も洗浄清掃・グリスアップし復帰済みです。
2AIステーションも修正済み。
組付け準備は出来た状態で戻します。
現ユーザー様ではパンチングのみでご使用ですが、前ユーザ様ではレーザー加工もされていた様子で、スパッターなどによる汚れがひどいため、ダイホルダー、エジェクターパイプ、2AIタレット内、2AI中間駆動および今回の工事に関連する部品類を洗浄ブースで洗浄清掃。
ダイホルダーやエジェクターなど汚れが酷いものはワイヤー、バフなどで修正。
2AIに関しては洗浄清掃時に、駆動・回転状態を確認しながら適正にグリス補充。
再組付けに適した状態に準備完了。
再訪準備が出来たので、ユーザー様工場での組付けに取り掛かります。

おかしいなと感じたら早めの修理を。
最近では様々な部品の入手に時間が掛かり、機械が停止して修理まで半年~1年以上かかるケースも増加中です。
年々部品価格も上昇傾向にあり早めの修理をお勧めします。
弊社ではこのように生産終了機や整備終了機も含めて、出来る限り修理対応に努めています。
アマダ社既納入機に関しては、直接対応はできませんが、弊社が平素お世話になる修理部門へのナビゲートは可能ですので、ご相談ください。
㈱大阪プレスサービスでは、アマダ製板金機械の整備機販売、修理、オーバーホール、機械買取などを行っています。
まずはご相談ください。