
ユーザー様よりFBDⅡ-8025がノイズを拾い基板が故障し、基板の入手が出来ないとの事で代替機のご要望を頂戴しました。
古い機種では、保守基板在庫が尽きて、修理基板対応も厳しい機種が
増加傾向にあるように感じます。
製造当時の基板素子が入手不可能であったり、年々、基板構成部品の小型化により基板修理に適合しなかったりと古い基板の修理は難しく、修理費用も高額になっています。
弊社でも基板修理も受け付けていますが、修理費が高額でなかなか基板修理には結びつきません。


あいにく弊社に該当機種の在庫が無く、市場より適合機を選定。
弊社が時々購入させていただく機械商社様が該当機をお持ちだったためこの機体でご提案。
ユーザー様ご使用のFBDⅡより古い機体にはなりますが、サイズ・能力・使用感ともに近い感覚の機体をご案内。
ご検討の結果、こちらの機械と入れ替えていただく事に決定。
機械商社様より大阪に向かう便があるとの事で事前に弊社工場へ搬入いただきました。
販売形態が『実機現状渡し』であったため、弊社で納入前に軽く事前調整を実施。
中間板を取り外して、上部テーブル、下部テーブルを洗浄清掃しバフ掛けします。
画像の右半分がバフ掛け後、左が現状(バフ掛け前)の状態。
オーバーホール時は上下テーブルを外して機械修正研磨しますが、今回は修理ご依頼ではなく代替機の納入のため事前調整のみを実施。


バフ掛けすることで、打痕や座屈など今の状況がよくわかるようになります。
座屈はテーブル加工する以外修正できませんが、打痕等については砥石掛けなどで整地することで精度復帰できる箇所もあります。
幸いこの機体には座屈はなく精度調整できる状況。
上下テーブルの整地が完了し、平行度を調整。
下限レバーを使用すると下部テーブルが傾斜するので、専用ジグを用いて平行度を確認しながら調整します。
下限レバーの操作管と位置決めピンにガタが出来ていたので事前に修理しました。
平行度は上昇位置と下降位置で左右0-0に調整。


平行度調整後は加圧ジグを用いて全圧確認。
圧力調整ノブを適正にセット。
中間板はスプリングの伸びなどがあったため、一部弊社補材の中間板と交換し、両端から順に調整前加圧して締め金を閉めて仮固定。
中間板カーブ調整を実施。
下部テーブルに締め付け板を配置して金型取り付け準備。
DC-9Ⅲに経年劣化による若干の調整不良不具合が見つかり修正。
曲げテストの良好のため、出荷準備。
納入準備完了。

重量会社様に機械入れ替えを実施いただき据付試運転を実施。
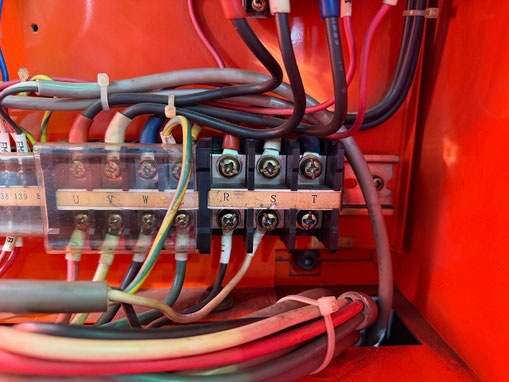
FBDⅡとは若干一時電源接続位置が違い、配線を伸ばしていただき
一次接続。

本体フレームレベルを左右・前後調整
床面も綺麗でスムーズに調整完了。

取り扱い説明と曲げテストを実施。
良好にテスト完了。
弊社をご利用いただきありがとうございました。

おかしいなと感じたら早めの修理を。
最近では様々な部品の入手に時間が掛かり、機械が停止して修理まで半年~1年以上かかるケースも増加中です。
年々部品価格も上昇傾向にあり早めの修理をお勧めします。
弊社ではこのように生産終了機や整備終了機でも出来る限り修理対応に努めています。
アマダ社既納入機に関しては、直接対応はできませんが、弊社が平素お世話になる修理部門へのナビゲートは可能ですので、ご相談ください。
㈱大阪プレスサービスでは、アマダ製板金機械の整備機販売、修理、オーバーホール、機械買取などを行っています。
まずはご相談ください。