
フレームのボルト穴は全箇所タップをさらえて組付け準備。
駆動軸の軸受けやクラッチ&ブレーキ挿入部はバフ掛けなどの下処理を行い、加工面はすべて錆取り洗浄ののち砥石などで整地し組付け準備。
座屈や傷が見つかった場合は修正補修を実施。


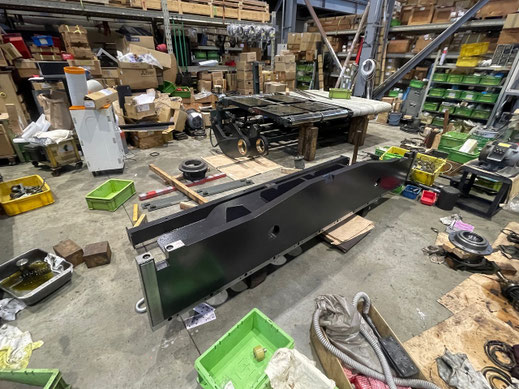
構造物のほとんどを取り外してオーバーホールを実施するので、本体塗装が完了しフレームがむき出しのうちに給油潤滑ポンプを取り付けて、給油配管を行ってしまいます。
ラム(上刃を取り付ける構造物)は、上刃取り付け面の加工面を砥石等で整地。
※座屈や傷が酷い場合は機械修正加工を実施します。
コンロッド取り付け面も砥石等で整地。
ラム側面の上下動摺動面の加工面にあるキサゲ加工は経年劣化により、キサゲ面が磨滅していることが多く、オーバーホール時には再度キサゲ加工を実施します。
この作業を実施することで摺動時の油だまりを復帰させ、スムーズな摺動動作と上刃の稼働軌道の精度が復帰します。

駆動部の大歯車は、ピニオン軸当たり面が摩耗・変形します。
特に駆動開始時の上死点位置は摩耗度が大きい箇所です。
ギヤ刃両端にはむしれたような変形が起こるため、1か所ずつむしれた変形部を修正していきます。
機種や年式によってはギヤになっている大歯車の外輪だけを交換できるタイプもあります。
本機の大歯車は一体成型型なので歯車交換ではなく丁寧に修正し再利用していきます。
本機の大歯車では台形が保たれており再利用可能と判断。
4m以上のシャーリングでは中間ギヤもあり、大型機では刃面の台形がなくなりペラペラに薄くなる経年劣化も見られます。


【 例:ギヤ磨滅 】
左は、過去に修理依頼で搬入されたM-4065の中間ギヤの画像。
このように台形ギヤがペラペラに摩耗してしまいます。
受入動作確認では稼働できたことに驚きました。
ここまで摩耗すると中間ギヤは新品交換となります。
弊社では数百台以上の整備実績経験や過去の症例から判断し、修理方法を策定し対応しています。
コンロッドもボア径修正し砲金ブッシュ挿入部をバフ等で整地。
偏芯板ブッシュとラムピンブッシュを適正に冷やしバメ。
機種やタイプにより油溝位置などに違いがあるので部品特性を見極めて冷やしバメし組付けていきます。
冷やしバメが完了すると給油経路をエアーで洗浄・経路確認を実施。

おかしいなと感じたら早めの修理を。
最近では様々な部品の入手に時間が掛かり、機械が停止して修理まで半年~1年以上かかるケースも増加中です。
年々部品価格も上昇傾向にあり早めの修理をお勧めします。
弊社ではこのように生産終了機や整備終了機でも出来る限り修理対応に努めています。
アマダ社既納入機に関しては、直接対応はできませんが、弊社が平素お世話になる修理部門へのナビゲートは可能ですので、ご相談ください。
㈱大阪プレスサービスでは、アマダ製板金機械の整備機販売、修理、オーバーホール、機械買取などを行っています。
まずはご相談ください。